FAQ
HeFeng предоставила инновационные решения по обработке поверхности для множества отраслей промышленности благодаря своим технологиям плазменной обработки и коронирования. Наши решения могут быть применены для обработки поверхности таких материалов, как металл, пластик или стекло, в соответствии с требованиями рабочих условий и отрасли промышленности.
-
Что такое коронирование поверхности (обработка коронным разрядом)
Коронирование является очень эффективным методом увеличения поверхностного натяжения различных материалов. Обработав материал высокочастотным и высоковольтным коронным разрядом, поверхность подложки приобретает адгезионные свойства, так что она становится более восприимчивой к краскам, покрытию и клеям.
-
Применение метода коронирования Обработка
Применение метода коронирования Обработка коронным разрядом, известным как диэлектрически-барьерный разряд (ДБД), как правило, применятся для обработки поверхности пластиковых пленок и листов. Перед тем, как осуществить печать чернилами, ламинирование, экструзию пленки с раздувом / литьем, нанесение покрытия, склеивание, модификацию и полимеризацию подложки, следует выполнить коронную обработку для повышения характеристик сцепления подложки (увеличения уровня дин).
-
Что такое плазменная обработка поверхности?
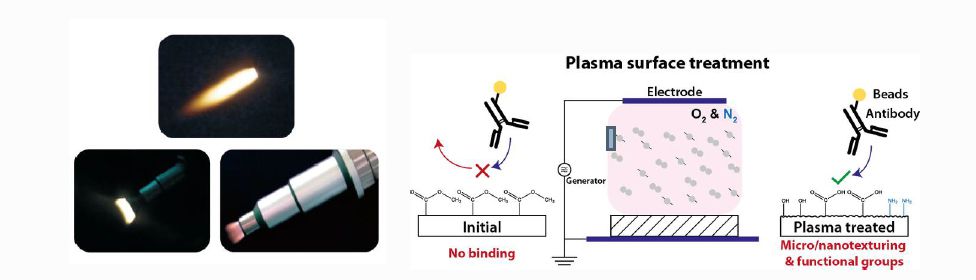
Плазму часто называют четвертым состоянием вещества. Это основано на физическом принципе, заключающемся в том, что при добавлении энергии к материи твердое тело становится жидким, а жидкость – газообразным. Если мы продолжим подавать газу достаточное количество энергии, молекулы газа будут ионизированы и создадут плазму. Атмосферная плазма и вакуумная плазма являются двумя основными категориями. В установке плазменной обработки атмосферного воздуха используются технологии ионно-дуговой или дуговой плазмы.
-
Функции плазменной обработки
- Очистка поверхности: удаление пыли или других загрязнений, а также ликвидирование статического электричества;
- Активация поверхности: улучшение смачиваемости поверхностей;
- Покрытие поверхности: обеспечение функционализации поверхности подложки;
- Увеличение проникновения и улучшение прочности сцепления;
- Увеличение срока службы и надежности соединения;
- Обеспечение гидрофильности;
-
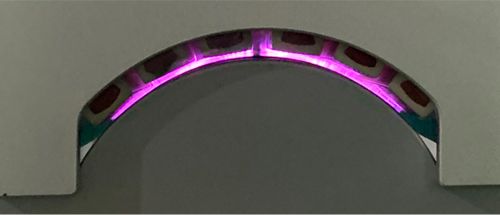
Как правильно пользоваться коронатором ---регулировка зазора
Оптимальный воздушный зазор коронного разряда 1-1,5 мм

-
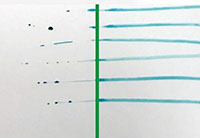
Как проверить поверхностное натяжение –тестовый маркер (Dyne pen)
Перед обработкой коронным разрядом или плазменной обработкой необходимо проверить поверхностное натяжение материала, чтобы определить, нуждается ли обрабатываемый материал в обработке поверхности или нет. Маркер для измерения натяжения (англ. Dyne pen), или измерительная ручка Corona, является распространенным методом тестирования.
Используя такой маркер, просто нарисуйте линию на поверхности тестируемого материала, если линия сплошная и не сжимается, это означает, что вы достигли правильного уровня дина. Если линия сжимается и распадается на капли в течение 2 секунд, уровень дина неверен. Фактическое натяжение поверхности пленки материала можно измерить, применяя маркеры разных значений. -
Сравнение характеристик до и после обработки
Как проверить поверхностное натяжение--- метод Сессиля (метод лежащей капли)
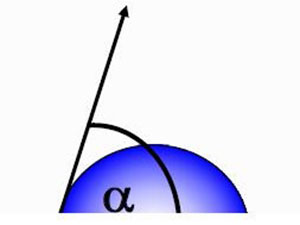 До коронирования
До коронированияБольшой угол контакта
Слабая адгезия
Низкая смачиваемость
Плохой результат печати.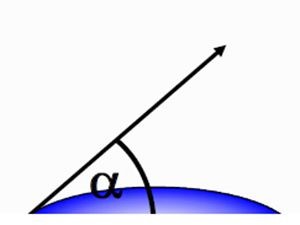 После коронирования
После коронированияМалый угол контакта
Хорошая адгезия
Высокая смачиваемость
Хороший результат печати. -
Выбор установки плазменной обработки
- Ширина обработки менее 15 мм, рекомендуется FR50B;
- Ширина обработки более 15 мм, рекомендуется FR50BR (необходимые сопла следует выбирать в соответствии с фактической площадью обработки);
- Как правило, диаметр сопла такой же, как обрабатываемая площадь, т.е. при ширине обработки 25 мм следует выбирать плазменное сопло диаметром 25 мм (диаметры сопел варьируются в диапазоне 20-55 мм);
- Высота сопла FR50B составляет 5-6 мм от поверхности материала, а высота сопла FR50BR составляет 8-10 мм от поверхности материала.
-
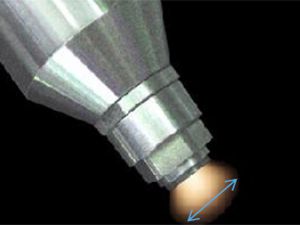
Когда расстояние между соплом и поверхностью материала составляет 5 мм, высота зазора сопла должна составлять 2/3 длины пламени;
-
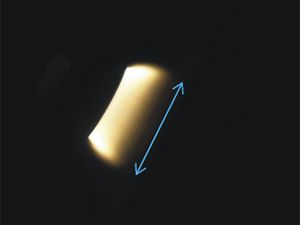
Когда расстояние между соплом и поверхностью материала составляет 8-10 мм, высота зазора сопла должна составлять 3/4 длины пламени;